Vă interesează cum decurge procesul de fabricație al cuțitelor KAI? Haideți să parcurgem împreună cele 11 etape, în care descriem fiecare fază de producție în parte.
Trebuie menționat că procedurile de fabricație diferă de la un cuțit la altul, dar, cel puțin pentru a vă face o idee, aici veți găsi prezentate principalele procese folosite în cazul cuțitelor fabricate manual. Peste 80% din operațiuni se desfășoară manual sub supravegherea unor muncitori experimentați – cu excepția unor operațiuni efectuate de mașini (de exemplu, tăierea cu laser și tratamentul termic).
1. Tăierea cu laser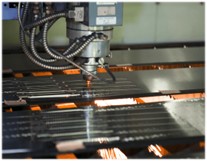
În prima fază se utilizează raza laser, care taie formele lamei cuțitelor din foi de oțel mai mari. Acest proces necesită mai mult timp decât ștanțarea cu ajutorul matrițelor, dar este foarte popular în producția de produse cu un design mai complex.
 2. Tratament termic
2. Tratament termic
Lama cuțitului tăiată cu laser este încălzită într-un cuptor electric la 1000 ℃ și apoi răcită în apă. Prin acest proces se obține o modificare a structurii materialului, iar lama devine dură. După răcire, aceasta este încălzită din nou la 180 ℃, ceea ce face ca lama să fie nu doar dură și rezistentă, ci și flexibilă.
3. Lustruirea și șlefuirea suprafaței
După procesul termic, lama este lustruită pe o bandă abrazivă. O mașină controlată de computer ajustează forma cuțitului cu ajutorul unei pietre de șlefuit. Astfel se poate obține un model estetic pe lamă, caracteristic și pentru cuțitele Damasc.
4. Nivelarea lamei
Procesul de nivelare a lamei constă în finisarea vârfului lamei cu un material special, ceea ce duce la obținerea unei lame perfecte, cu o suprafață netedă și fină.
5. Sudarea bolțului și a lamei
Spre deosebire de cuțitele occidentale, care sunt de obicei forjate integral dintr-o singură bucată de oțel, cuțitele KAI sunt fabricate, de regulă, din patru piese: lama, bolțul, mânerul și capătul. Prin sudarea și fixarea bolstersului de mâner este îngreunată pătrunderea apei în mâner și crește rezistența generală a cuțitului.
6. Lustruirea lamei cu jeturi abrazive
Pentru a obține un finisaj mai fin al suprafeței, este necesar să se introducă lama între două role și să se lustruiască încet. Rezultatul este o strălucire pe întreaga circumferință a lamei.
Ulterior, lama este supusă unui proces de sablare (sablare abrazivă), a cărui esență constă în pulverizarea de particule fine de nisip direct pe lamă. Tocmai în timpul acestui proces se dezvăluie modelele oțelului de damasc.
7. Asamblare
La asamblare, este necesar să se fixeze mânerul de lamă. La început, este necesar să se înșurubeze tang-ul (tija metalică) de bolster, care este apoi fixat pe mâner. Cealaltă parte a tijei metalice se fixează de capătul mânerului, ceea ce asigură o stabilitate perfectă și echilibrarea cuțitului.
La asamblarea mânerului se pune accentul pe creșterea rezistenței la apă, care este asigurată prin utilizarea unui material de etanșare – acesta împiedică pătrunderea apei în mâner.
8. Lustruirea mânerului și a bolsterului
Această etapă se realizează în principal din motive estetice. Scopul principal este obținerea unei suprafețe netede între lamă și mâner.
9. Imprimare și marcare
Fiecare cuțit pentru bucătărie are propriul marcaj – acesta constă din numele mărcii și numărul lotului, care permit determinarea datei de fabricație. Acest sistem este foarte transparent, în special față de cumpărători, deoarece le permite să identifice istoricul materialelor utilizate, data și ora efectuării fiecărui proces, precum și angajații care au lucrat la fabricarea cuțitului.
10. Ascuțirea cu apă
La ascuțirea cu apă este posibilă eliminarea mai rapidă a căldurii generate de frecare și creșterea semnificativă a proprietăților de tăiere ale cuțitelor. Muncitorii care stăpânesc tehnica ascuțirii umede sunt foarte puțini, iar aceasta poate fi realizată doar de meșteri cu experiență îndelungată.
11. Controlul și ambalarea
Ultima etapă constă în eliminarea marginilor ascuțite și controlul calității tăieturilor. Pentru a asigura o ascuțime optimă, lamele sunt ascuțite la un unghi specific. Precizia unghiurilor este verificată foarte riguros cu ajutorul unor instrumente de măsurare. Apoi, nu mai rămâne decât să fie ambalate cuțitele în cutii.
Dacă aveți în continuare întrebări, s-ar putea să vă intereseze și partea a 3-a a articolului nostru despre compania KAI, în care vom analiza oțelul de Damasc, originea acestuia, diferitele tipuri și vom răspunde la întrebarea: sunt cuțitele KAI fabricate din oțel de damasc autentic?
Citiți mai departe:

O întrebare frecventă în rândul tuturor iubitorilor de cuțite, la care există, într-adevăr, un răspuns clar, dar pentru a o înțelege trebuie să analizăm această problemă mai în detaliu. Pe o mare parte din cuțitele marca KAI se menționează că sunt fabricate din oțel de damasc. Este vorba în special de cuțitele din seria KAI Shun, care sunt de fapt...
Nu toate cuțitele japoneze sunt la fel. Ne-am săturat de toată agitația din jurul așa-ziselor „adevărate” cuțite japoneze, care, deși par a fi japoneze, în realitate nu au fost niciodată în Japonia. Poate vă va bucura faptul că ne-am străduit și am descoperit un producător care nu numai că fabrică cuțite în Japonia, dar apreciază tradiția...
